Have you ever invested both time and money into casting a part and ended up with only cracks, holes, and rough surfaces? Don’t worry, it is a common problem for many people. Defects in metal casting can be enormously frustrating, coming at a significant cost indeed.
Be it porosity, warping, or even incomplete fills- every tiny flaw has the power of ruining an entire batch. In this guide, we will explore the most commonly seen metal casting defects, the underlying reasons, as well as prevention measures. So, keep reading!

1) What Are Defects in Metal Casting?
Metal casting defects relate specifically to problems formed during the casting process. These issues will result in an alteration of the surface finishing, geometry, and strength properties of the distortion of a metallic part’s shape, as well as its final dimensional attributes.
There are several reasons why a defect may occur on a particular casting piece within manufacturing. For example, improper mold, schematics blast, temperatures, air stray particles, unnaturally dirty molten alloy, metallic elements portions, etc. ( will discuss in detail in the coming section)
There exist many forms, including but not limited to championing lines, scars, fractures, extract, whorled defending degree crystalline lattice pointers showing line separating halos zones pourers ranges plus sinks flow diameter lessen or weaken version efferent erosive substances focusing non particle incise eyes floats close outlines supervise conditioned.
Some defects are only scratches or marks on the surface, and some can weaken a component, lead to failure during operation, or render it unsafe. For these reasons, detecting and repairing such problems is crucial.
Every defect narrates a story. Understanding how and where it forms shows what went wrong. This allows making better castings in the future, reducing the material, time, or money spent.
Well, foundries use x-ray inspection, dye testing, and ultrasonic testing to identify casting defects. When identified, adjustments can be made to avoid repetition of such mistakes.
LTC Proto and other companies focus on eliminating these from the start by using proper design along with quality materials, thorough inspections, as well as lowering casting defects, resulting in better parts.
2) Why Do Defects in Metal Casting Occur?
Defects in metal casting occur due to several problems. Every stage of the casting procedure needs attention. Just one errant move can lead to grave consequences. Let’s explore some of the more common ones:
- Poor mold design: With sharp corners, uneven thickness, and intricate pathways within a mold, there is great potential for failure with cold shuts, misruns, or weak points. Properly designed molds ensure smooth metal flow throughout the whole process as well as even filling.
- Wrong Metal Temperature: A problem arises if metal is poured into the mold at an inappropriate temperature.
Overheating metal will result in gas formation, which could also damage the surface of the mold. Insufficient heating will freeze metal too early, resulting in rough textures or unfilled spaces.
- Trapped air or gas: During pouring and cooling processes, trapped gas forms bubbles inside both during filling and while solidifying, leading to blowholes as well as porosity within castings themselves.
Such defects are avoided with proper vent holes and degassing techniques that expel gases prior to contouring metals and other casting procedures.
- Dirty metal or mold: Contamination such as dust, moisture, debris, as well as things like rust, can compromise a metal’s integrity and weaken its bonds. Yes, all this can result in inclusions along with surfaces void of homogeneity.
- Different parts cooling at different rates: While casting, if one section cools faster than the other portion, then there are chances that it will warp or crack.
Moreover, this will unevenly shrink the structure as well. Controlled cooling makes sure the balanced stresses inside are maintained, resulting in a defect-free structure.
- Mistake with gating system: The gating system is to direct metal onto a mold, and so a poorly designed one causes numerous defects like turbulence in metals along with trapped air bubbles, or a lack of complete filling. If these systems are set up correctly, then they greatly reduce the chances of major issues occurring.
- No control over processes: Skipping steps such as inspections and not monitoring procedures makes handling inconsistent increases the risk of casting defects. So, moving forward with trained staff on set schedules ensures quality when paired with regular checks.
LTC Proto manages each step this way, making sure precision is maintained throughout by modern shaving tools that clean while maintaining strict control. Alright, so knowing the reasons prevents you from facing frequent casting challenges by encouraging early action.
3) Common Types of Casting Defects (Causes and Remedies)
Flaws in casting affect performance levels, functions performed by it, and the aesthetics of display purposes. Let’s discuss the types of metal casting defects in complete detail, covering their causes as well as remedies.
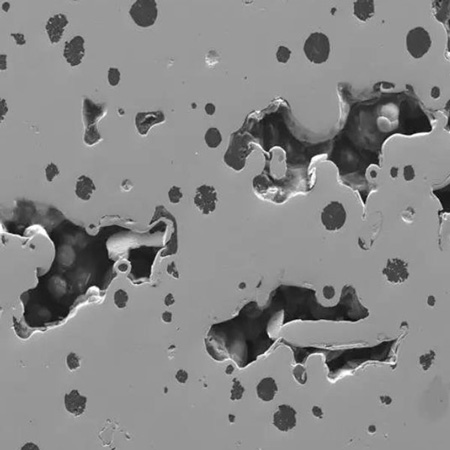
i) Porosity
Porosity is a metal casting defect in casting that occurs when small gas bubbles or cavities are formed within the metal. They may be located at the surface or at deeper locations. In particular, porosity weakens a structure’s airtight or watertight integrity and leads to component failure.
Overall, porosity weakens structural integrity, lessens pressure resistance, and causes part failure.

Causes:
- Misted molds or cores
- Dirty molten metal
- Poor mold gas evacuation systems
Remedies:
- Venting
- Vaporise gas from molten metal prior to pouring
- Verget for venting improvements
ii) Shrinkage
Internal voids or externally visible sink marks are caused by metals shrinking over time, which results in shrinkage. The reduction of volume caused by solidification creates defects termed gaps that become weaker points, which can lead to seepage or fractures.
Point to note that thick areas tend to experience more shrinkage because they cool unevenly, with not enough excess material provided to offset the volume change.
Causes:
- No riser allowance with insufficient feeding supplies
- Rapid temperature decrease
- Freezing control
Remedies:
- Installation of additional feeders and risers
- Use of directional solidification techniques
iii) Cold Shut
The thin lines or cracks observed on castings where two separate metallic flows meet stem from their improper fusion due to a low temperature, called a cold shut. It creates a fracture under strain as it remains dormant until stress is applied, making it dangerous.
Generally speaking, interruption of flow is one cause, while below the bonding temperature also contributes greatly.
Causes:
- Low pouring temperature
- Stopped metal flow
- Defective gating system
Remedies:
- Elevate the pouring temperature
- Modify the flow path
- Smoother gating design
iv) Misrun
The term misrun is used for incomplete portions of cast objects, which result from molten metal not filling the mold entirely. Thin-walled and intricate sections are particularly susceptible to these flaws, which reduce strength and visual appeal.
Apart from this, incorrect heating or sluggish metal flow contributes most often to premature solidification associated with misruns.
Causes:
- Under heated metal
- Blocked, narrow, or stagnant channels
- Pouring delays
Remedies:
- Raise Pour Temperature
- Improve the designated feed channel
- Maintain a steady pour velocity
v) Blowholes
This is defined as large gas pockets beneath smooth-surfaced objects that accidentally incorporate gas during casting, the ability to escape, and fill between portions. These kinds of defects weaken structural integrity, resulting in parts becoming unable to maintain the required strength.
Causes:
- Moisture in mold
- Low permeability
- Quick pouring
Remedies:
- Dry molds and cores
- Enhance sand quality
- Reduce air entrapment by pouring slowly
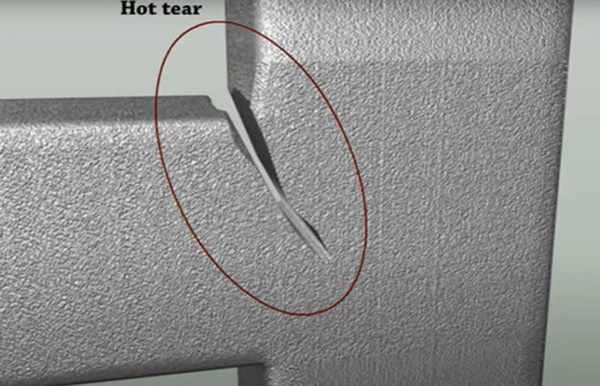
vi) Hot Tears
While the metal is still semi-solid and shrinking, hot tears form jagged cracks, which are dangerous and can go unnoticed, causing failure later on. These typically occur where castings are constrained and cannot contract freely.
Causes:
- Uneven temperature distribution
- Rigid design of a mold
- Poor part geometry
Remedies:
- Increase the shrinkage capability of some designs
- Utilise flexible molds
- Use chills for controlled cooling
vii) Inclusions
Inclusion is one of the common defects in metal casting. It refers to non-metallic particles trapped within a casting that weaken its structure, such as slag or sand, and oxides poured in during casting.
In addition, inclusions can cause serious internal flaws, especially when incorporated into high-pressure or loaded parts, because those imperfections severely reduce the strength of components, further damaging machining tools like shredders.
Causes:
- Dirty metal
- Damaged molds
- Erratic pouring
Remedies:
- Filter molten metal
- Skim off slag
- Pour with smooth, steady stream flow
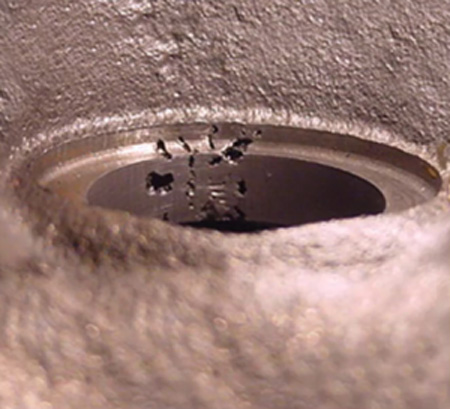
viii) Pinholes
The small gas bubbles that are formed below or at the surface of a casting are known as pinholes. They can be a challenge in pressure-tight components, even though they are minute. Their formation is usually from hydrogen or other gases trapped in the molten metal.
Causes:
- Excessive gas content
- Wet mold materials
- Insufficient venting
Remedies:
- Metal should be allowed to vent before pouring
- Remove moisture endpoint molds
- Create pathways adequate for airflow
ix) Rat Tails
These types of forms are often wavy and long and belong under the umbrella of surface defects. The reason why these occur is that the surfaces of the used molds expand due to temperature, which pushes against the castings. This defect usually ruins the part and can result in time and money wastage.
Causes:
- Over-rammed mold
- High pouring temperature
- Uneven Mold Surface
Remedies:
- Lower Metal Temperature
- Use Better Sand Mix
- Improves Ramming Methods Frost Molds
x) Scabs
Scabs and rough patches emerge when metals fill cracked parts of the mold, leading to changes in its structure. It causes fractures covered by liquid metal, looking like bumps formed during the cooling process. They spoil the look of intricate designs internally or make pressure pieces bendable.
Generally, scabs are more common in poorly designed mold that have weak bonding and minimum strength.
Causes:
- Thin mold skin
- Gas pressure builds up
- Weak sand adhesion
Remedies:
- Use stronger sand and binders for the mold.
- Venting of molds should be done efficiently
- Coat uniformly
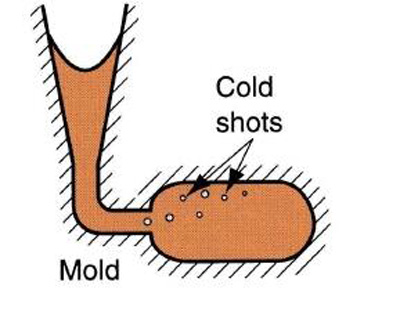
xi) Cold shots
Cold shots are small spherical masses of metal that adhere to the surface of the casting but do not merge with it. Usually removed by machining, this defect alters either along with vertical symmetry. They can result from uncontrolled splashing or turbulence during pouring.
And, while they may seem superficial, their presence indicates a lack of proper management during pouring.
Causes:
- Metal splash during the insertion stage
- Excessively high position during pouring
- Partial bonding lacks complete joint structures
Remedies:
- Reduce the Pour position height/elevation
- Design a better gating system to improve overall safety against backfill malfunctions
- Ensure laminar conditions
xii) Cast warpage
These are the dimensional problems with precision parts posed after assembly. Warpage refers primarily involves bending, twisting, onto shaping a solid form. Yes, it often require rework.
Causes:
- Disproportionate thickness of walls
- Irregular cooling processes
- Internal forces
Remedies:
- Ensure even distribution of material throughout the part
- Monitor rates of cooling
- Use heat treatment methods
xiii) Runout
Runout is a process that removes molten metal from molds prior to solidification. This typically occurs at the junction between different segments of a mold or at the bottom section. As a result, there are incomplete castings, rough surfaces, and worse still, metal spills during casting. Thus, runout increases scrap metals, and it is dangerous in foundries.

Causes:
- Incorrect assembly of mold
- Formation gaps within the core or mold
- High pressure/flow rate during pouring
Remedies:
- Check the mold joints for proper fit
- Seal parting lines with liquid mold sealant or clay for joints that are unfit.
- Do not breach cavity volume restrictions by filling too much.
xiv) Fins (or Flash)
Fins are thin extensions of metal along grooves where molds meet. They form as a result of molten metals injection under such conditions that they can flow into the small interstices of molds.
While sometimes negligible, these fins add cost to machining due to increased operations and may be a hazard if untrimmed on essential safety parts.
Causes:
- Worn off the circular mold sections
- Unreliable mold calibration
- High pouring pressure
Remedies:
- Regularly inspect and maintain the molds for optimum fitting precision.
- Fix or upgrade flawed geometrical shapes.
- Decrease the fill rate of pouring channels and pressure valves.
- Adhere to the strict rules of geometry and specialised tools for numerically controlled machines.
If these types of casting defects are not resolved as soon as possible, they incur time, resources, and money to fix. This is why companies such as LTC Proto implement advanced technologies along with professional drafts to ensure optimal quality control throughout all steps of metalcasting production procedures.
Well, the knowledge concerning common defect types with their causes allows for producing reliable cast parts, considering accuracy and strength.
4) FAQs about Defects in Metal Casting
1. Why do casting defects increase production expenses?
Defects result in increased scrappage, revision work, and interruption of workflows. In turn, this leads to greater material waste, labour expenditure, and logistical concerns, rendering the entire casting cycle more costly and inefficient.
2. Can part design assist in reducing casting defects?
Yes. Adequate design facilitates better metal flow and cooling. Components such as fillets or even wall thickness allow better flow of metal. Ultimately, it reduces the risks, like shrinkage coupled with misruns and hot tears.
3. How does mold quality affect casting defects?
Poorly made molds lead to flaws such as cracks or blowholes and could cause misalignment. Cleanliness paired with proper drying and pre-casting preparation of the mold helps improve surface finish while preventing many common casting defects.
4. When is NDT most suitable for application in holes during casting?
Use NDT (Non-Destructive Testing) on critical components needing high safety. It helps detect without damaging the part. Industries like aerospace, pressure equipment, and automotive often make use of NDT.
5) Conclusion
Alright! So, analysing the defects in metal casting helps save you time and money by improving quality and avoiding mistakes. Knowing how to mitigate problems helps gain control of your process, such as dealing with porosity or warpage. In any case, like part design or production, prevention is always better than repair.
To be honest, collaboration with professionals like LTC Proto results in fewer defects and improved outcomes. With the appropriate knowledge, tools, and collaborators, LTC Proto aids in achieving strong, accurate castings consistently. LTC Proto offers vacuum casting, die casting many more machining services to meet today’s needs. Get a Quote from LTC Proto right now!
